bilgi@onayindiksiyon.com
bilgi@onayindiksiyon.com  0.532 172 39 47
bilgi@onayindiksiyon.com
0.532 172 39 47
0.532 172 39 47
bilgi@onayindiksiyon.com
0.532 172 39 47 İndüksiyon Isıtma Nedir ?
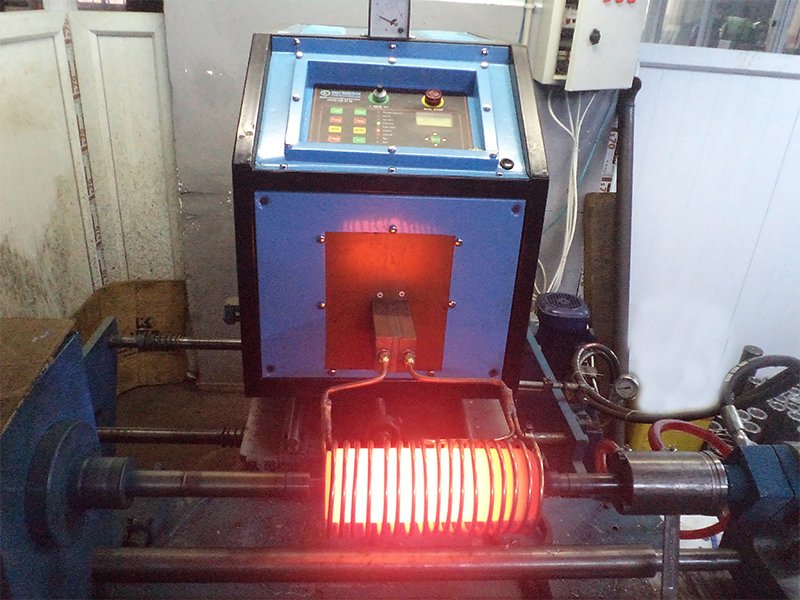
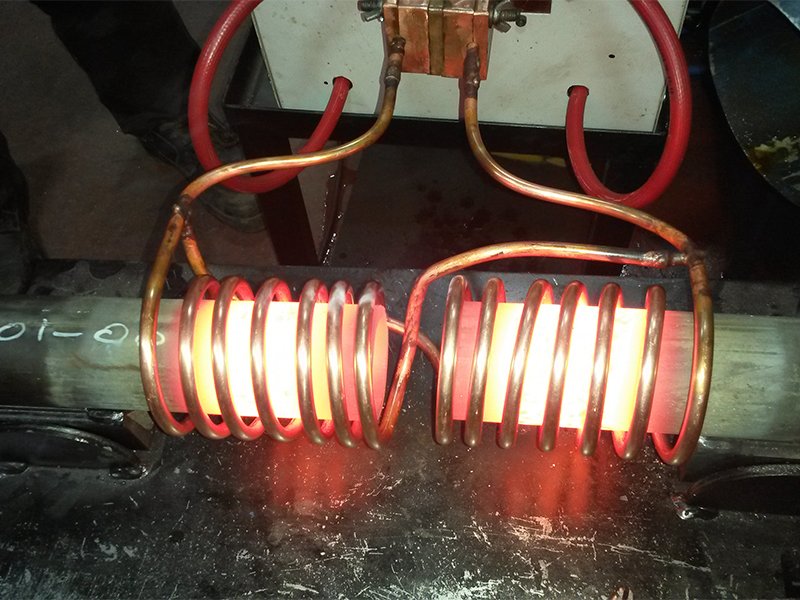
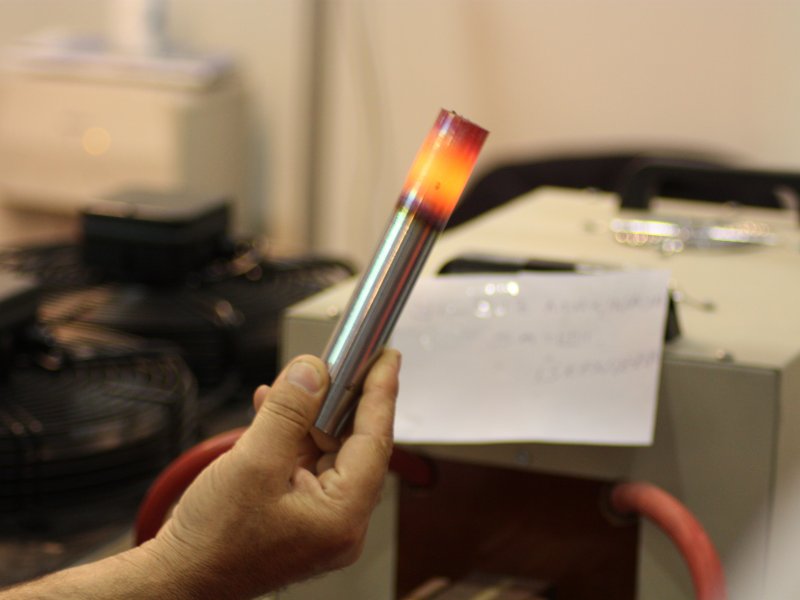
İndüksiyon Isıtma sistemleri, kuvvetli bir elektro-manyetik alan içerisine konulan metal malzemenin üzerinde oluşan elektrik akımının, malzemenin iç direnci nedeniyle ısı açığa çıkarması prensibine göre çalışır. Isıtma da etkin olan başlıca iki evre vardır:
1- Maruz kalınan elektrik alan sonucu malzeme içerisinde oluşan indüklenmiş "eddy akımları", I2R kayıpları sonucu hızlı bir ısı artışı ortaya çıkarırlar.
2- Değişken manyetik alan, ferro-manyetik malzeme (demir, çelik, vb…) içerindeki manyetik dipollü atom yapılarını uygulanan frekans hızında titreştirerek ikincil bir ısı kaynağı olarak çalışır .
(Ancak bu durum malzemelerin Curie sıcaklığı olarak tanımlanan ve manyetik özelliklerini kaybettikleri noktadan sonra ortadan kalkar, ayrıca ferro-manyetik olmayan malzemeler için geçerli değildir.)
Avantajları Nelerdir ?
İndüksiyon Isıtma Tekniğinin diğer konvensiyonel tekniklere göre avantajlarını aşağıdaki şekilde sıralamak mümkündür:
Isıtma sırasında, ısı kaynağı ısıtılacak malzemeye doğrudan temas etmediği için malzeme yüzeyinde aşırı ısıdan zarar görme, cüruf oluşma, form değişiklikleri oluşması gibi etkiler ortadan kalkar, yüzey kalitesi artar.
Isı, doğrudan malzemenin içerisinde herhangi bir dış temas olmadan dolayı oluştuğu için ısıtma hızı ve dolaysıyla ısıtma sisteminin verimi çok yüksektir. Dolayısıyla birim zamanda yapılan iş fazladır. Bu ise iş gücü kullanım avantajı olarak ortaya çıkar ve işletme karlılığını arttırır.
Isıtma veriminin yüksek olması enerji kullanım maliyetlerini azaltır. İndüksiyon ısıtma tekniği, dökme LPG' li ısıtma sistemlerine göre maliyet bazında %45-50 oranında enerji tasarrufu sağlar. Kimi uygulamalarda enerji kullanımının %80'lere varan avantajları vardır.
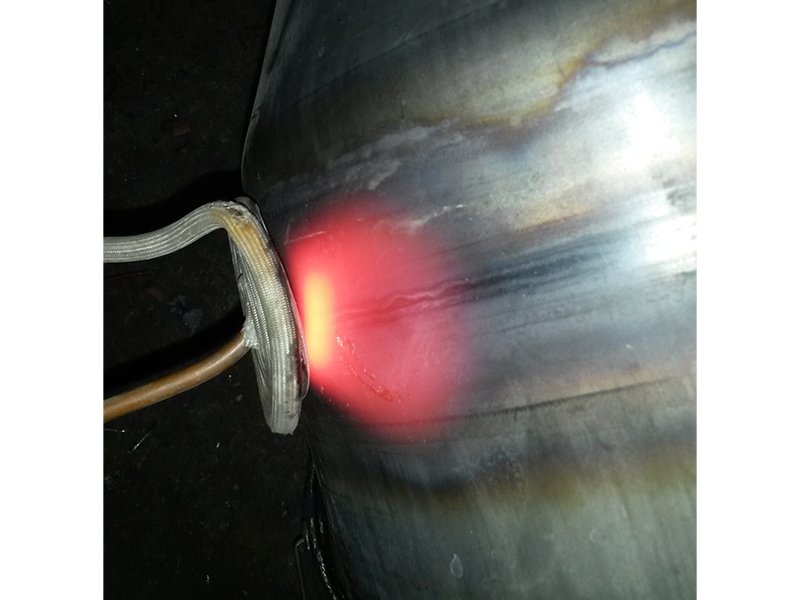
Isıtma hızı ve ısıtılacak bölge çok kolay kontrol edilebilir. Bu durum özellikle hassas uygulamalarda bir avantaj olduğu gibi, malzemenin işlem yapılmayacak kısımlarının gereksiz yere ısıtılmasını da engeller. Dolayısıyla malzemenin işlem yapılmayacak kısmında gereksiz ısıdan dolayı herhangi bir deformasyon oluşmaz.
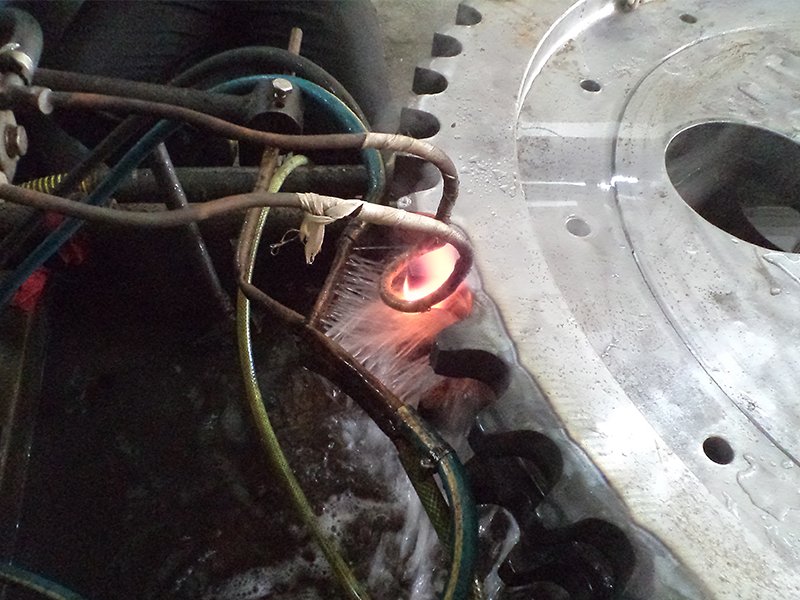
Isıtma derinliğini kontrol etmek mümkündür. Uygulanacak frekansa bağlı olarak gerekli görüldüğü durumlarda malzemenin yüzeyinden istenen derinliğe kadar olan kısmın ısıtılması yapılabilir. Bu durum özellikle yüzey sertleştirme uygulamalarında bir avantajdır.
İndüksiyon ısıtma sırasında çalışma ortamına herhangi bir zararlı gaz veya madde yayılmaz. Ortam ve çalışan personel temiz kalır.